

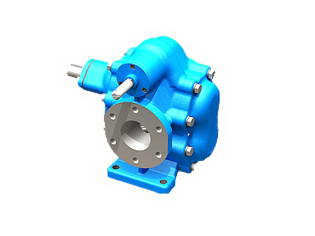
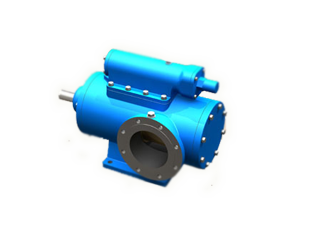

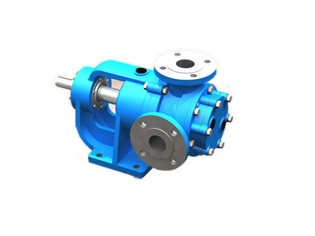
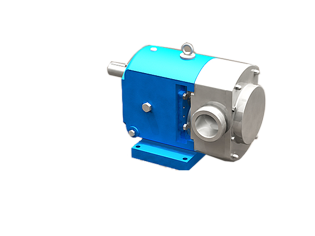


【关键词】(磁力齿轮泵,磁力离心泵,磁力转子泵,磁力螺杆泵)
一.检修要点
1.内外磁钢组件拆卸前后的对中检查数据的纪录,位置的标记。
2.轴承的型号核对,间隙检查,装配位置的精确性,装配的可靠性保障。
3.泵体的取出,一定要水平移出,防止磕碰损伤转子部件。
4.转子抽出必须保证水平移出,防止损伤轴转子。
5.轴各部位径向跳动值的检查,轴弯曲度的检查。
6.转子动平衡试验(如需要)。
7.各部件的清洗,检查,维修研磨,组装位置,密封点的控制,及压力试验。
8.轴向窜量的测量和轴向定位。
9.叶轮内外口环间隙测量数据应与图纸资料的技术要求相符。
10.轴承间隙符合要求。
11.轴向窜量的测量和轴向定位。符合技术要求。
12.电机和机泵的对中找正必须符合要求。
二.检修准备工作
1.作业许可证的办理:作业人员提前将作业票送达工艺车间相关担当人,作业计划当天检修人员取得合格的作业许可证,带班作业人签字。
2.熟知作业程序,安全事故风险的预测评估,工艺人员配合,现场检查确认断电,倒空置换合格等状况,确认安全后方可进行现场施工作业。
3.维修工具的准备和吊装设施的准备:作业前一天现场确认使用工具数量尺寸类别,以及专用工具的制作。
4.检修用工量具准备。
5.维修备件的出库以及测量检查。
6.脚手架的架设和篷布的搭建(如需要)。
7.保温的拆除和清扫(如有)。
8.泵的倒空、置换、清洗等,符合环保要求(已完毕)。
9.冷却水系统的阀门关闭和积存水的排放处理(如有)。
三.磁力泵检修程序
作业前由带班人组织全体参检成员进行危险预知训练,对工作现场所有可能的具有危险性、可能出现的因素进行预知、分析及事后紧急处理措施。
1.确认电气断电按钮在“STOP”状态,拆除电机电源线。
2.拆下电机与支架的连接螺栓,把螺母拧在螺栓上并把垫圈收好,若有锈蚀浸油清洗,放备件存放区的橡胶板上,锈蚀严重的更换新螺栓。
3.如电机较重则用起重设备,把倒链挂到电机上方合适位置,如无吊点则用门式架,电机的吊装钩上用钢丝绳与倒链的挂钩相连,用撬棍轻撬电机,使之沿轴向水平向后移动,为克服内外磁钢吸引力作用,需要轴向用力拆出。
4.拆出电机后用百分表或激光对中仪检查外磁组件在电机轴上的跳动,径向和轴向均应小于0.01mm,内、外磁组件之间的相对跳动径向在0.50mm之内,端面在0.25mm之内,如超标则修复或更换。
5.用合适尺寸的内六方扳手松动电机输出轴和外磁钢的紧定螺钉,用手锤和扁铲剔下连接键后取下外磁钢,用高斯计测量外磁钢表面感应强度不得小于初始值的70%,无初始值的可按450mT计算,若不符合要求需要更换新的外磁钢。
6.把电机放到合适的位置,并做好防水、防倾覆、防撞击防护。
7.用螺丝刀轻轻撬动隔离套与中轴座之间的间隙,慢慢取下隔离套,露出泵体组件。
8.用手锤和扁铲轻点泵体和泵壳之间的缝隙,慢慢的将泵体组件取下,放到检修区的橡胶板上。
9.将泵体组件解体,用扳手拧下叶轮前螺母,依次取下叶轮、中轴座、内磁钢、止推盘等零部件
10.检查泵壳和中轴座之间的密封“O”形环是否有损坏,必要时更换。
11.检查中轴座和隔离套之间的“O”形环是否有损坏,必要时更换。
12.检查泵轴承情况,拆出旧轴承,一般石墨浸树枝材质的滑动轴承间隙范围为:0.10mm-0.15mm,如是球轴承游隙一般在0.10mm以内,若有损坏或超标更换新轴承。
13.检查叶轮、叶轮口环是否有损坏,必要时更换。测量叶轮动、静口环间隙是否超标,间隙范围见图2。超标则更换耐磨环。
14.检查中轴座、内磁钢是否有损坏,必要时更换。
15.全部零部件拆卸、分解完毕后,需进行清理、测量、修复、更换等。
16.工作场地进行整理整顿清扫清洁工作,确认没有问题后准备组装。